


新闻动态 News
联系方式 Contact
金属加工知识--孔加工刀具选择
发布时间:
2019-09-17
孔加工刀具选择 数控加工中心孔加工具有高速、高效的特点,与传统钻床切削加工相比较,数控铣床对孔加工刀具的要求更高。一、孔加工特点: 1.孔加工时间占加工总时间的36%; 2.孔加工的过程是隐蔽的,用眼睛是观察不到的; 3.孔加工的刀具都非常复杂并且价格贵; 4.孔加工刀具的长度都很长并且不牢固,在操作及应用时要求很高不能出错; 5.孔加工在降低成本及提高生产力方面的潜力是值得注意的;
孔加工刀具选择
数控加工中心孔加工具有高速、高效的特点,与传统钻床切削加工相比较,数控铣床对孔加工刀具的要求更高。
一、孔加工特点:
1.孔加工时间占加工总时间的36%;
2.孔加工的过程是隐蔽的,用眼睛是观察不到的;
3.孔加工的刀具都非常复杂并且价格贵;
4.孔加工刀具的长度都很长并且不牢固,在操作及应用时要求很高不能出错;
5.孔加工在降低成本及提高生产力方面的潜力是值得注意的;
6.孔加工刀具要求有经验的操作者能够根据磨损程度而决定下一步的操作,以使整个加工过程最优化材料的影响;
二、孔加工钻头的选择:
三.孔加工刀具及用途
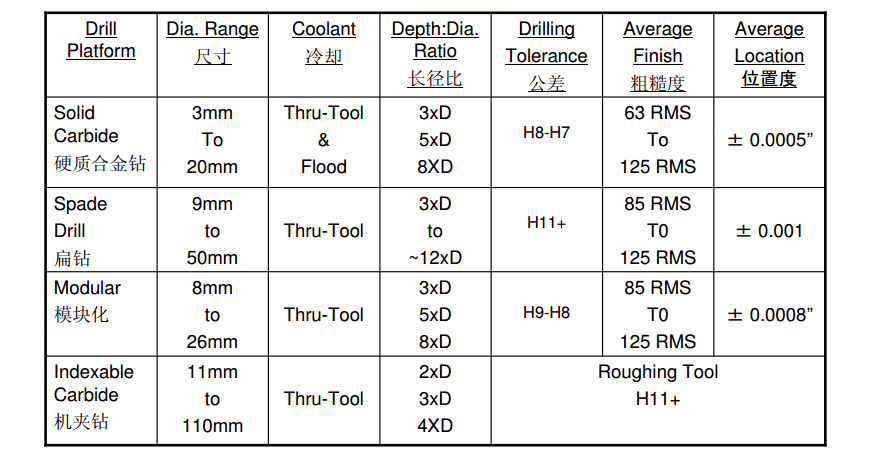
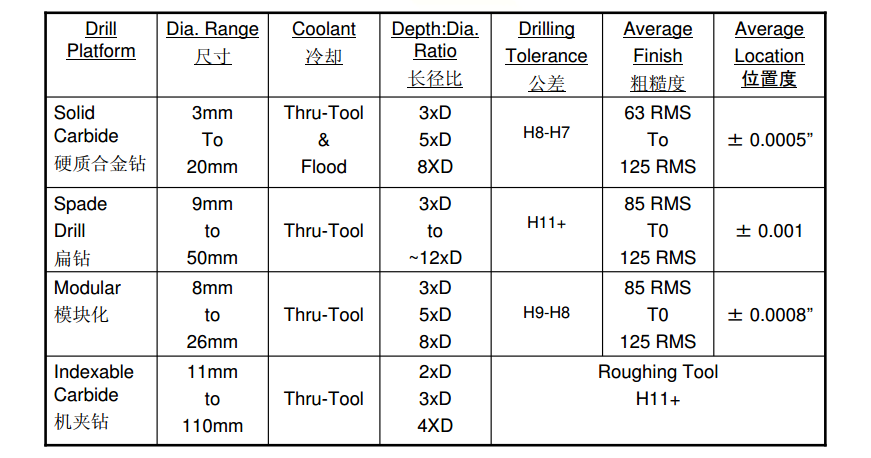
1.硬质合金钻:
(1) 长合硬质合金钻分类:
硬质合金外冷钻头(CWE)、硬质合金内冷钻头(CWS)、双刃带钻头内冷(CDBS)、不锈钢专用钻头内冷(CSUSS)、铝用钻头内冷不涂层(CAS)、 铝用钻头外冷不涂层(CAE)、铝用钻头涂层(CAEC)、铝用钻头涂层(CASC)、硬质合金3刃钻外冷(C3E)、高硬钻头外冷(CHE)、高硬钻头内冷(CHS)、直刃钻(CSF)、平底钻内冷(CFB)、阶梯钻(CSD)等系列,加工倍径为3-20倍径。
注:选用钻头直径D应满足L/D≤8(L为钻孔深度)的条件,8倍径以上需采用预钻孔。


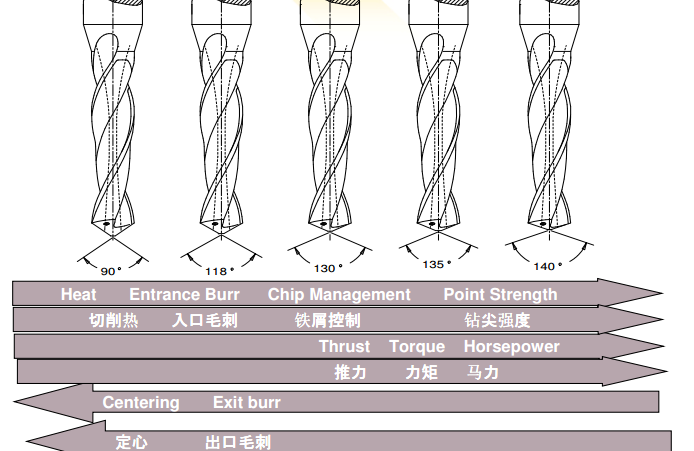
(2)钻头钻尖角度影响分析示意图:
(3)钻头自定心对孔质量影响分析:
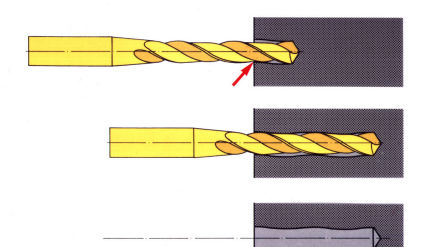
原因:
1. 通过钻尖的自定心功能在加工长孔时起关键作用;
2. 2刃的钻头加工中易形成三角孔;
3. 当钻头在开始钻孔时偏离中心时,刃带将跟随最初的错误定心位置。
2、平底钻:

主要应用:
长合平底钻CFB系列整体硬质合金钻是一种搞高效率的工具,其将两种工程和二为一,钻平底孔或者在斜面,曲面上钻孔时,无需在使用立铣刀,在钻尖完全进入工件后,钻头可用正常的整体硬质合金钻孔参数运转。
特点和优势:
(1). 独特的钻尖设计;
(2). 两个有效设计可提高进给率;
(3).从外圆到中心钻出真正的平底孔;
(4).前角修正加强切削控制;
(5). 四刃带倒棱设计;
(6).提高孔的直线度和圆度;
(7).钻交叉孔也能有很好的垂直度;
(8).提高了斜面或曲面上孔加工的广泛性;
(9).缩短了机床换刀时间;
(10).降低了刀具成本;
(11).提高了工件加工表面质量;
(12).大幅提高了加工生产品质;
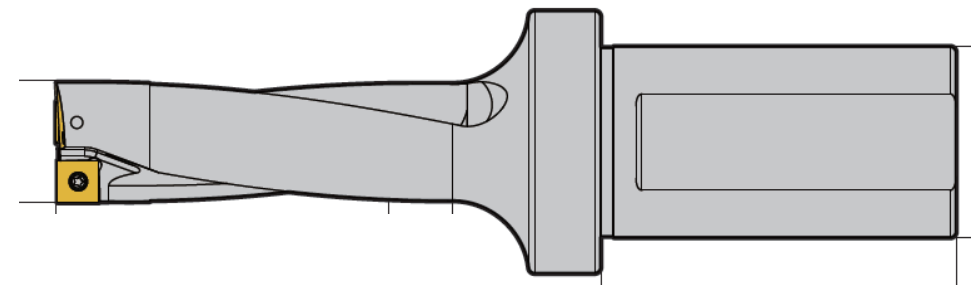
3、机夹魔术钻:
长合机夹魔术钻KSD 系列特点:
(1). 受力均衡设计
加工时的切削阻力通过中心刃和外周刃均衡分布,而且使相互的位置关系最佳化,可进行稳定加工;
(2). 优异的切屑处理
设计切屑控制沟槽,可有效控制切屑流出方向,在各种各样的被削材和加工条件下,减少了切削积压问题;
(3). 使用四个刀尖,降低刀具成本;
(4).实现加工的多样性;
(5).适用于广泛领域;
(6).采用具有优异耐崩损性、耐磨损性的通用CPA025B、CPA225B两种材质.
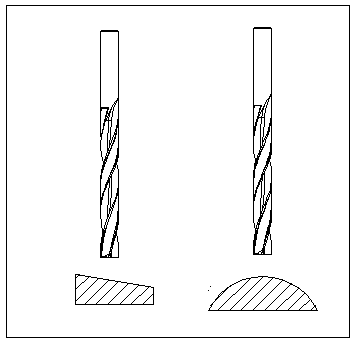
最大以8度的切入角切入加工
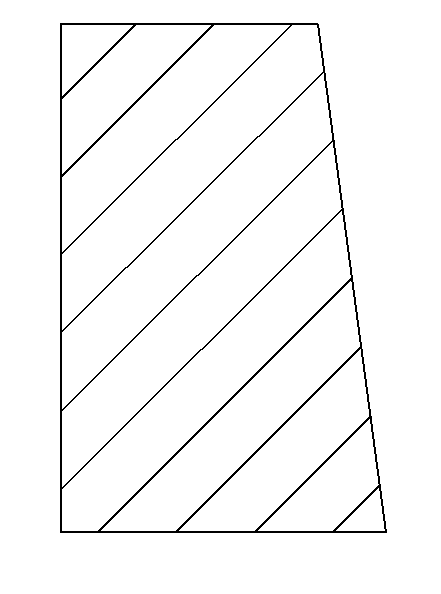

钻削通过断续孔加工
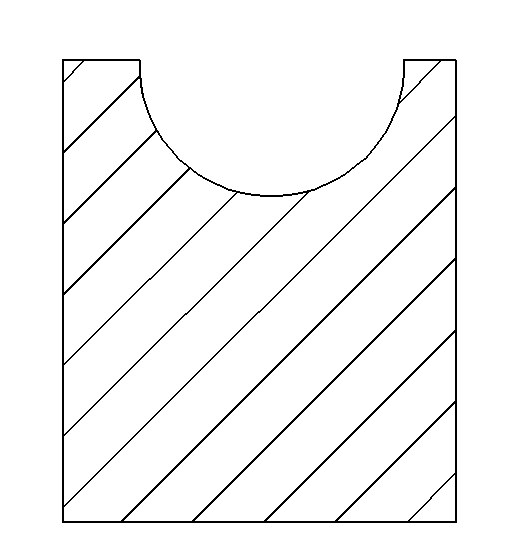
还用于半圆孔加工、重叠孔加工、凹面孔加工、平面孔加工、有预钻孔加工等。
4、镗孔加工镗刀组合系统
(1). 长合H型模块式精镗刀系列类型:
精镗刀系列分为:FUA系列极细微调精镗刀、FWN系列微调精密镗头、BCB系列微调精密镗头、FBJ10\16微调精密镗头、NBH2084系列微调精密镗头、EH抗震钨钢镗刀头柄。
FUA系列极细微调精镗刀用途范围:




调整精度:φ0.002mm
镗孔范围:2mm-910mm
镗孔类型:正镗、反镗
接口类型:标准
加工孔公差:H6以上
FWN系列微调精密镗刀用途范围:



调整精度:φ0.01mm
镗孔范围:20mm-715mm
镗孔类型:正镗、反镗
接口类型:标准
加工孔公差:H7以上
BCB系列微调精密镗头用途范围:

调整精度:φ0.01mm
镗孔范围:19mm-175mm
镗孔类型:正镗
接口类型:标准
加工孔公差:H7以上
FBJ10\16微调精密镗头用途范围:


调整精度:φ0.01mm
镗孔范围:8mm-50mm
镗孔类型:正镗
接口类型:标准
加工孔公差:H7以上
NBH2084系列微调精密镗头用途范围:


调整精度:φ0.01mm
镗孔范围:8mm-280mm
镗孔类型:正镗
接口类型:标准
加工孔公差:H7以上
EH抗震钨钢镗刀头柄:
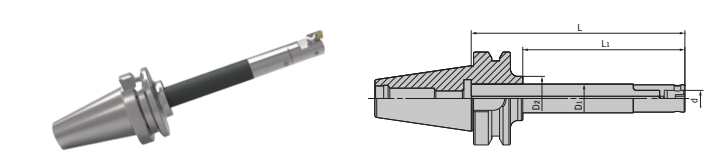
镗削有效长度150mm-300mm
(2). 镗刀组合系统图解及优势:
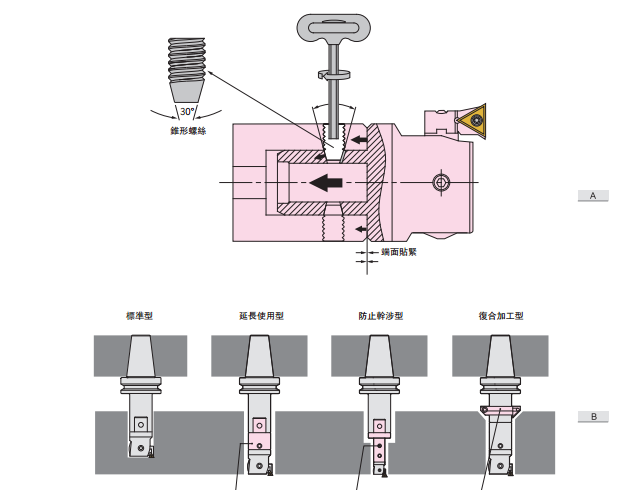
优势:
■依靠30度锥形螺丝,把紧固力转换成轴向拉力,使镗刀端面与本体端面贴紧。(如图A)
■模块式设计,可以自由设定加工直径和有效加工深度,配用。转换接头(大接小)减少刀具直径,既可以确保刚性,又可以防止干涉,再配合倒角器可自由组合成最合适的镗削刀具。(如图B)
■因镗头与本体的连接精度非常高所以只需对镗头单独对刀,可减轻劳动强度,提高工作效率,降低综合成本。
下一页:
推荐新闻

